





|
|
sp.montazh Посмотреть ► |
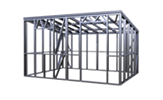
Монтаж металлоконструкций второго модуля 24х60х10,8
Продолжается монтаж металлических и ограждающих конструкций здания складского комплекса общей площадью 6000м2
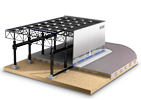
Продолжаются работы по устройству мягкой кровли с гидроизоляцией из ПВХ-мембраны. На текущей момент смонтировано 70% от общей площади покрытия.
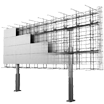
Начали монтаж внутренней перегородки здания из стеновых сэндвич-панелей в объеме 1120м2

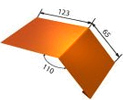
Изготовление стеновых сендвич-панелей
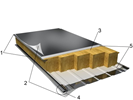
Конструкционная теплоизоляционная панель, сокращенно КТП, или сендвич-панель представляет собой слой утеплителя, например, пенополистирола, облицованного с двух сторон ориентированной стружечной плитой, металлом или пластиком. Марка пенополистирола не должна быть ниже 25, толщина плиты в интервале от 10 до 20 см. В торцы панелей вклеивается деревянный брус или доска толщиной 40 и более миллиметров. Толщина готовой панели зависит от ее назначения. Самый большой возможный размер 7,5х2,8 метра. Применяются панели для сооружения самых разных элементов строительных конструкций.
Производство сендвич-панелей осуществляется в специализированных цехах оборудованных механизмами и устройствами, обеспечивающими выпуск качественной и востребованной продукции. Производство КТП делится на несколько этапов:
- 1. Нанесение клея и сборка панели производится на столе. Для этого облицовочный материал панели укладывается гладкой стороной на стол, то есть на ту его часть, которая перемещается вдоль стола на рельсах. Далее наносится клей, клеевые сухие смеси при производстве сендвич-панелей не применяются, используются клеи на полиуретановой основе. После чего на обработанную клеем поверхность укладывается плита пенополистирола, сверху на плиту наносится слой клея, на который приклеивается второй слой облицовки гладкой поверхностью наружу. Ребра, образованные углами листов, должны быть перпендикулярны плоскости панели. Процесс полимеризации клея занимает 40 минут.
- 2. При производстве панелей используется вакуумный пресс, эластичный капюшон которого укреплен на ферменной конструкции. Конструкция двигается по рельсам вручную, опускается капюшон с помощью системы блоков и электрической лебедки.
- 3. Работа вакуумного пресса начинается после того, как будущая панель будет накрыта капюшоном, а капюшон герметично зафиксирован на столе резиновой лентой. С помощью вакуумного насоса под капюшоном образуется отрицательное давление. Давление наружного воздуха запрессовывает плиты. Процесс прессования занимает около 1,5 часа, время прессования зависит от типа применяемого клея. В результате получается прочная конструкция, не требующая армирования, а так как ни сетка сварная из металла, ни тяжелая арматура не применяется, то и вес панели небольшой.
- 4. После обработки давлением, склеенные панели перемещаются на столы раскроя. На столах выбираются пазы на толщину слоя утеплителя, глубина паза соответствует размеру каркаса из дерева. Брус каркаса вклеивается в паз и служит соединительным шипом, дополнительно он крепится кольцевыми или винтовыми гвоздями длиной до 70 мм. При необходимости выпиливаются оконные и дверные проемы. Вся работа по раскрою панелей осуществляется по чертежам.
 Это основные этапы по производству конструкционных теплоизоляционных панелей.
Такая технология производства называется «стендовой», этапы производства по такой технологии разделены во времени.
Это основные этапы по производству конструкционных теплоизоляционных панелей.
Такая технология производства называется «стендовой», этапы производства по такой технологии разделены во времени.
На сегодняшний день разработаны технологии непрерывного производства. Применяются они при изготовлении сендвич-панелей с облицовкой из стального листа. Листовая сталь подается из двух рулонов в сектор профилирования, где на стальной лист через форсунки высокого давления наносится клей. Далее автоматически подается утеплитель, после чего панель прессуется методом поточного прессования, параллельно идет процесс формирования замков. На последнем этапе панель режется дисковой пилой и автоматически укладывается. Это более прогрессивная и производительная технология.

{kind=link}
{kind=link}
{kind=link}
{kind=link}